关注我们

手机网站
全国服务热线
17862525576
关注我们
手机网站
全国服务热线
17862525576
山东合意金属材料有限公司
联系人:杜经理
手机:17862525576
邮箱:sdhyjscl@163.com
地址:山东省聊城经济技术开发区星光金融中心
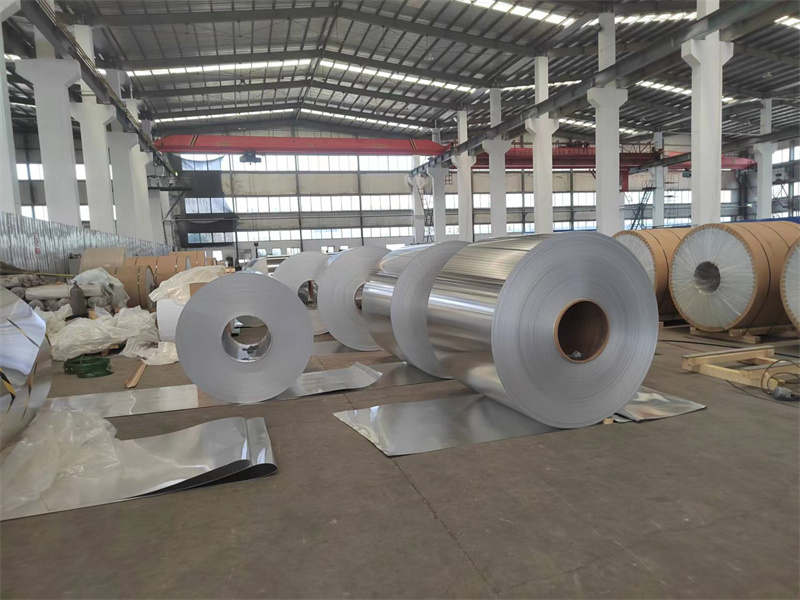
橘皮铝卷涂料涂装是消费线的中心局部,主要设备包括辊涂机和烘道,普通采用正面或正背面涂装的工艺,依据涂布辊和传动辊的停止方向的不同,可分为顺涂和逆涂俩种工艺。
橘皮铝卷涂装设备辊涂机是应用辊筒将涂料涂布在卷铝上的一种设备,应用较多的是双辊机和三辊机。双辊机主要由漆槽、提料辊、涂布辊、传动辊组成。工作时,将事前调整好的涂料由工作泵打入漆槽,提料辊担任将漆槽中的涂料粘起并转移到涂布辊上,涂布辊将涂料涂布在传动中的卷铝上,传动辊主要担任金属卷材的传动。
实践操作过程中,提料辊、涂布辊、传动辊之间的相对转动速度有一定的比例。与双辊机相比三辊机多一个控制辊,控制辊是用来调理由提料辊转移到涂布辊上的涂料的量,关于控制涂漆量有一定的作用。假如三个辊筒之间的转动速度比例不合理,涂布出来的资料会产生横条纹和竖条纹等外表问题。普通状况下,三个辊筒的筒面线速度大小:合理控制保温铝卷三个辊筒转动速度和互相之间的比例是涂布出有良好外观涂膜的关键要素之一,三辊机主要应用在外表请求高的场所。
橘皮铝卷涂装工艺普通预涂卷铝涂装工艺按涂料的涂装层数可分为三涂工艺、二涂工艺及单涂工艺三种。按涂布辊和传动辊的转动方向可分为顺涂和逆涂两种工艺。涂布辊的转动方向和基板的停止方向相同的涂布方式为顺涂。反之为逆涂。普通顺涂工艺只能涂出较低的湿膜厚度,且此工艺涂出的涂膜外表外观不太理想,固该工艺不太运用。逆涂工艺是目前运用较多的涂装工艺,经过调整滚筒间的转动比例和基板的行进速度,能够得到所需厚度、外观平整的涂膜。涂装是整个消费线的中心局部,此工段主要留意的几个局部:辊筒之间的相对转动速度比;基板的厚度和停止速度与基板外表温度的均衡参数;涂料的黏度和辊筒间的间隙大小;涂膜的干膜厚度和涂料及滚筒间隙的关系;固化时间、烘道长度、基板停止速度、基板厚度和板面温度的关系。
橘皮铝卷涂装后处置阶段后处置段是用来对消费出的卷铝做进一步的加工,赋予它更好的防护和装饰效果。主要有贴膜、印花、压花和压型。在这简单的阐明一下:贴膜是将聚稀烃可剥落性膜压贴在面漆上,印花是在涂完面漆的金属卷上在上面印上各种花纹及图案。压花是在漆膜外表上热压出浮雕似的图案。压型就是经过阴阳纹相匹配的钢辊,被压出平面的图案。
版权所有:山东合意金属材料有限公司 备案号:鲁ICP备2022008246号-2
联联系人:杜经理 手机:17862525576 邮箱:sdhyjscl@163.com
地址:山东省聊城经济技术开发区星光金融中心